軸承外圈端面開裂分析
2013-02-21
曹利 劉樹濤
(承德建龍特殊鋼有限公司)
1、概述(承德建龍特殊鋼有限公司)
軸承外套有2種基本的生產工序:
1.1 等離子下料—反射爐加熱—鐓餅—沖盂—沖切連皮—碾圈—整形—機械加工……
1.2 熱剪下料—工頻加熱—鐓餅—沖盂—沖切連皮—碾圈—整形—機械加工……
熱切工藝的效率、自動化水平較高,但會因切頭不整、歪斜造成鍛壓偏心度過大而甩廢;而冷切工藝需手工斷料,效率較低,但反射爐加熱經濟、熱值低,工藝不需要精確調整,控制容易。
在碾圈端面易出現開裂,目前就一種開裂進行原因分析,如圖1中箭頭所示。缺陷集中分布在端面的一個區域,開口較大的缺陷可見缺陷深度,在內、外圓柱面上沒有延伸。形態方面不具有裂紋形態 ,更近于折皺類缺陷。因部分缺陷深度較深造成車削后尺寸不足而報廢。
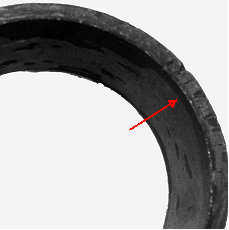
圖1 軸承外圈的缺陷形貌
軸承外套的缺陷有多種,僅就此種缺陷分析,借以引出問題,逐步改善。取缺陷區的切向外表面進行分析。 2、金相分析
自套圈缺陷處外周面的切向磨削,首先觀察到開口較大的缺陷,整體呈腔形,底部右側的特征如圖2所示,底部呈大弧形狀,界面不整,氧化層較厚。腐蝕后該缺陷左側的組織形貌如圖3所示,角部Z厚處的氧化層為0.70mm。從脫碳層來看,腔形左側的凸起區金屬呈完全脫碳狀態,自尖端至基體組織處脫碳深度為1.12mm,而臨近的正常區端面(箭頭2所指)的脫碳層深度僅為其1/5,基體組織的邊界呈凸弧形(箭頭1所指)。從晶粒大小來講,端面薄層及凸起區根部至內尖角小裂紋區(箭頭3所指)一帶晶粒十分細小,其它區域則較大,對于端面晶粒細小容易理解,變形率較大及與型腔的摩擦、錯動所致,而凸起的根部這一帶細小,是否意味著進行了額外的彎矩變形?綜合起來可以這樣理解,尖角區金屬原來可能為高出表面的凸起被壓折,或者是凸起本身連帶著凹陷,而不是原來平整的面,由于碾壓變形不均形成的。
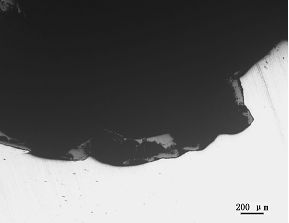
圖2 大開口缺陷的底部左側形貌(×50 )
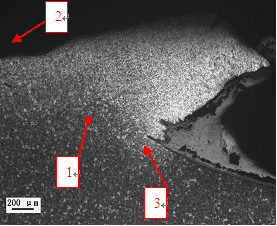
圖3 大開口缺陷底部右側腐蝕后的形貌(×50)
沿觀測面繼續向內層磨削,可以看到如圖4類型的較深缺陷,內塞滿氧化鐵,底部基體上分布著線狀的氧化物質點,有可能為氧化較輕的裂面在金屬的劇烈變形中彌合,留下氧化物痕跡。
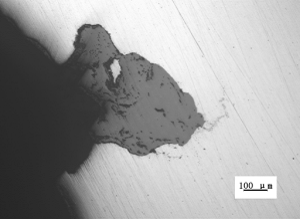
圖4 另一缺陷的整體形貌(×100 )
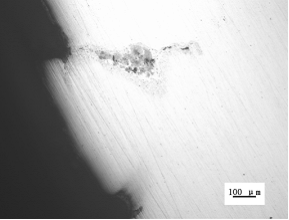
圖5 第三類缺陷的形貌 (×100)
圖5為接近彌合狀態的缺陷,附近的基體上環繞缺陷散布著二次氧化質點,為高溫擴散氧化生成物,這種形態表明該缺陷為較窄缺口經歷高溫氧化加熱。應該說明,這些圖片僅為缺陷的一個截面視圖,缺陷的深度及寬度均不具有代表性。腐蝕后的形貌如圖6所示,脫碳區呈環繞缺陷的大弧形,內壁分布有垂直于壁面的完全脫碳的鐵素體。從脫碳分布情況看,形態近于一個開口腔形,尾部有一條窄細裂縫。體部正常區金相組織如圖7所示,為碾圈過程中劇烈變形所形成的粒狀珠光體組織。
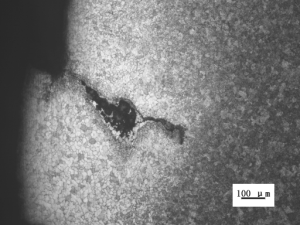
圖6 另一缺陷的整體形貌 (×100)
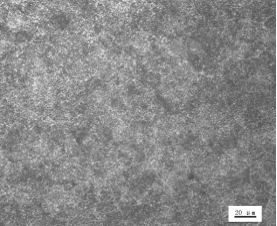
圖7 體部區域的組織形貌 (×500)
3、綜合分析軸承外圈經過多道工序的加工,一些較小的缺陷進行變異,很難確切地追溯到原始狀況,可靠的方法為現場進行分類跟蹤、調查。不過,仍然有一些線索可以進行推測,有助于理出思路,作些努力,驗證推論的正確性。在此,缺陷定性顯得十分重要,它涉及到改進方向及效果。
3.1 缺陷對應在圓鋼上的位置。
該缺陷呈簇狀、集中分布于軸承外套圈的端面,在內、外柱面上沒有延伸,僅分布于端面一定深度范圍內。那么,缺陷是如何形成的?缺陷能否對應出在鍛造毛坯上的位置?
在鐓餅鍛粗工序,臨近原鋼材端部的少部分圓柱面轉變為端面,如圖8所示,視鍛壓比的不同,轉變量不同(注:圖8鍛壓比為3 )。圖中因端面鋸斜而出現鍛斜和紋路歪扭問題,引入端面的柱面量也不均。極端情況下,因過度偏斜而甩廢。

圖8 鐓餅端面形貌
在沖盂過程中,因模腔約束沖孔只能在鐓餅件的中心,加劇了原柱面的變形不均,見圖9,圖中兩側的高度和徑向擴張量差異明顯。沖頭直徑的選擇要保證碾成大圈足夠的肉量,一般不會太大(圖中為φ35mm)。這樣如為φ50~70mm規格圓鋼,將有原鋼材端面的外層區和部分端部圓周面構成了新的端面。鐓粗時因鐓模的熱應力疲勞裂紋,在沖盂端面上仍有反映,見圖10。

圖9 其中一種沖盂形貌

圖10 另一種沖盂形貌
圖11為沖切連皮的形貌,略呈鼓形,相當于原鋼端面的心部區域,除了心部的較長裂紋或其它類缺陷外,其外沿區(即與圈端面相接區),尚有一些小缺陷,無論是壓折還是裂紋,難保相接的端面上不會有同樣的缺陷存在。在碾壓初期,端面處于單向自由狀態,將變成鼓形,隨著碾輥位移和壓力的增大而一步步減薄,同時周向長度伸長,軸向寬度變寬,內、外圈部的部分端面將重新轉為周面,Z終貼向兩邊凸模,壓實后整形、均勻碾薄。相比而言,碾壓的周向延伸遠大于軸向延伸,而且以產品壁厚作為主要控制指標,端面的貼實、壓緊能力較輕。依據表面連續性原理,碾壓前處于端面中部的金屬將仍然處于端面,而端面承受的主要變形也是周向的伸長變形,這種變形將加劇暴露端面的缺陷。
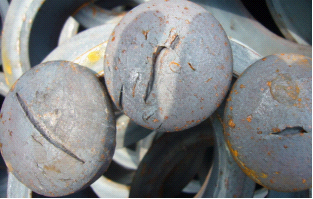
圖11 沖切連皮形貌
軸承外套外徑φ162mm,內孔呈錐形,大端內徑φ146mm(壁厚8mm),小端內徑φ132mm(壁厚30mm),缺陷出現在大端的薄壁端部,碾壓比率較大,外圓周面的影響已很小,應該是在圓鋼端面外層區帶出現的問題。如果是圓周面所帶來,應經過相當程度的拉伸變形,不可能僅僅存在于外圈端面,在類似的成簇狀的缺陷中,外圓周面上的表面裂紋可以排除;大塊氧化鐵皮壓入、坯溫過低的“Y”型冷裂多呈批量性、連續性,周面上也會有所反映;個別小區域性的結疤缺陷,在壁厚較厚時不能完全排除,但無法形成大量質量問題。3.2、缺陷定性。
由金相分析可知,缺陷的主體不具有裂紋性質,是由凹陷和臨近區的凸起組成的,凸起尺寸較薄(至少為其中的一部分)、完全暴露而完全脫碳,凹陷也因完全暴露而形成環腔形的氧化、脫碳,總體上來講,這些缺陷的尺寸是比較小的,沒有經過大量的變形。
那么,產品的下料端面有什么問題呢?
圖12為我公司軸承鋼熱切端頭形貌,橢圓和切斜隨剪切溫度的高低,各個鋼廠都不同程度地存在,而端面毛茬、凹陷、凸棱等缺陷,我公司的比較嚴重。圖13為建龍與巨能圓鋼在等離子下料后的端面情況,巨能圓鋼呈結晶狀,無論燒割弧長短、規格大小均較平齊,斷裂尾部區(下部)起伏較小,呈區域性、大坡度,而我公司的鋼材斷面呈凸粒狀、十分粗糙,斷裂尾部區存在較大的凹陷和剪切唇,唇區呈斜鍥形,高度較高,對應的另一塊料則為局部的缺肉。所有這些缺陷都將被加熱、氧化、脫碳,在鍛壓中被壓附在端面,在碾圈中受張應力而張開,不能被燒損、抹平的,Z終將體現在外圈的端面。缺肉較多的部分將不能被抹平,形成凹陷,見圖13。這一類缺陷可統稱為“毛頭”缺陷。

圖12 建龍鋼材熱切端頭形貌

圖13 等離子下料形貌 (左建龍、右巨能)
在碾壓過程中,如果原有端面金屬連續,成型也將穩定、連續,較少量的局部缺失也會修復,形成平整的端面;如果有較多量的區域性多肉或缺肉,在端部貼緊模壁后,將漸次向缺肉區均勻,高度差過大時,將形成整個柱面的折疊性缺陷,見圖14。如果端面有壓折或裂紋,將會張開、加深,界面氧化時不可能被壓實;如果是圓周面的淺表裂紋,將會燒損、碾平,而較深、較長的裂紋仍會體現在外圓柱面上;假如有新的裂口出現,因過程迅速而不致氧化、脫碳過多,易于鑒別。總之,缺陷應為原下料毛坯端面的凹坑、凸起等缺陷形成的。

圖14 端面缺肉廢品形貌



