相似原理在大功率柴油發(fā)電機(jī)主軸承座維修中的應(yīng)用
2012-11-20
作者:吳楠
1 故障概述2000年,塘廈電力有限公司一臺NIGATA(日本新瀉鐵工所)18PC2-6V柴油發(fā)電機(jī)組在運行過程中出現(xiàn)主軸承溫度過高自動停機(jī),拆檢結(jié)果為柴油機(jī)第四道主軸承下軸瓦嚴(yán)重?zé)龘p,軸承座有高溫變形,軸頸表面經(jīng)探傷檢查未發(fā)現(xiàn)裂紋。
由于軸承座變形嚴(yán)重,無法直接修復(fù)使用。經(jīng)向生產(chǎn)廠家咨詢,對方?jīng)]有保存該機(jī)主軸承座的加工數(shù)據(jù),無法提供新件更換。
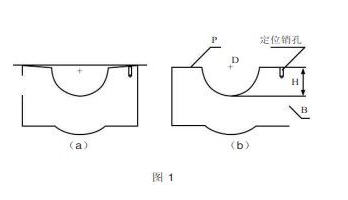
主軸承座變形情況如圖1a所示。
由于同軸度要求極高,大功率多缸柴油機(jī)主軸承座孔是采用與機(jī)體配合加工而成,這決定了各軸承座不具有互換性。其圓弧面中心軸線O與機(jī)體貼合平面P并不一定重合,各主軸承座半圓弧面深度H不盡相同(參見圖1b)。因此在發(fā)生變形后,如果設(shè)備生產(chǎn)廠未保留原始加工紀(jì)錄,則很難確定其變形前的原始數(shù)據(jù),必須采取其它方法來滿足實際裝配要求。
2 修復(fù)加工步驟
2.1軸瓦貼合面的修復(fù)
加工一個工藝假軸,研磨加工圓弧表面,以恢復(fù)其幾何形狀。
2.2上平面的修復(fù)
采用平面磨床磨削加工,修正主軸承座上平面。
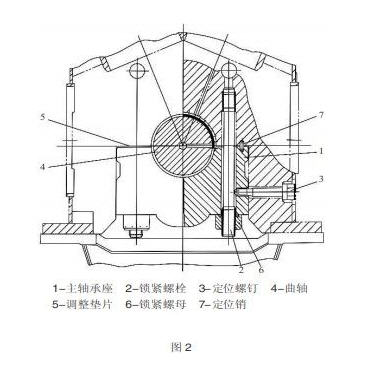
加工后的主軸承座如圖1b所示。注意在加工中應(yīng)盡量減少磨削量,同時必須盡量保證上平面P對半圓柱面軸線O的平行度;半圓柱面軸線O對側(cè)面B的平行度以及上平面P對側(cè)面B(主軸承座安裝橫向定位面)的垂直度。加工后半圓弧面深度H會小于原始值,這一尺寸將在安裝時通過加裝調(diào)整墊片來恢復(fù)(見圖2,⑤)。由于受力大,調(diào)整墊片使用不銹鋼材料以保證墊片具有足夠的剛度。
安裝中Z困難的問題是確定正確的調(diào)整墊片厚度。
由于柴油機(jī)結(jié)構(gòu)復(fù)雜,拆卸主軸工程浩大,非萬不得已是不考慮的。由于曲臂遮擋,很難用常規(guī)方法準(zhǔn)確測量安裝后主軸承孔在垂直方向的直徑,這導(dǎo)致難以準(zhǔn)確確定調(diào)整墊片厚度。為此,先后采用了兩種不同的方法。
3.1壓鉛塊厚度測量法
次安裝按照日本專家的方法進(jìn)行。將直徑10mm,厚5mm鉛塊放置于下軸瓦安裝部位,鎖緊軸承座緊固螺栓,拆除后測得鉛塊厚度,用軸瓦厚度減去鉛塊厚度,得出的墊片厚度為0.10mm。按此厚度加裝墊片后裝復(fù),測量曲軸開檔差在允許范圍。開機(jī)運行帶90%負(fù)荷時,該道軸承溫度為79℃,高于其他軸承3~5℃,但基本穩(wěn)定。日方專家確認(rèn)修復(fù)成功。
但到2001年,機(jī)組運行6000h后大修拆檢發(fā)現(xiàn),該道主軸瓦合金鍍層磨損嚴(yán)重,雖然沒有偏磨現(xiàn)象,但合金鍍層磨損面積超過2/3,而其他主軸瓦磨損面積均不超過1/3。由于當(dāng)時急于開機(jī),就直接更換新軸瓦后開機(jī),運行不到24h即出現(xiàn)主軸承升溫報警,停機(jī)拆檢發(fā)現(xiàn)新軸瓦已損壞。為減少配件損失,臨時更換一道舊軸瓦后再次開機(jī),帶90%負(fù)荷時溫度維持在79℃,情況穩(wěn)定。
按照生產(chǎn)廠提供的維修手冊,主軸瓦的正常使用壽命為24000~28000h,且在磨損面積不超過2/3時可繼續(xù)使用。上述狀況顯然達(dá)不到設(shè)計標(biāo)準(zhǔn)。從上述現(xiàn)象分析,該道主軸承負(fù)荷偏高,是造成軸瓦異常磨損的主要原因,而負(fù)荷偏高是由于調(diào)整墊片厚度不夠,造成該道主軸承底面高度高于其它軸承所致。基于以上分析,決定對該道主軸承座調(diào)整墊片厚度進(jìn)行重新確定。而為修正次安裝的誤差,須采用更為精確的方法來確定調(diào)整墊片厚度。
3.2主軸提升量測量法
除兩端和第十道主軸承外,在結(jié)構(gòu)相似、受力相似、變形相似的情況下,第二至第九道主軸承在靜態(tài)下對主軸頸的支撐力應(yīng)該是相等的。在拆卸主軸承時,對應(yīng)的主軸頸會因為自重產(chǎn)生彎曲變形而下沉(已拆除對應(yīng)活塞連桿及平衡塊),在安裝主軸承座時,其支撐力對主軸頸的提升量也是相等的。
根據(jù)這一分析,決定選擇與第四道主軸承Z為相似的第六道主軸承作為比照依據(jù)。使用百分表實測第六道主軸承安裝前后主軸頸的提升量為0.03mm,第四道主軸承在加0.10mm調(diào)整墊片時,安裝前后主軸頸的提升量為0.05mm,高出0.02mm,據(jù)此決定將調(diào)整墊片增加相應(yīng)尺寸,Z終確定調(diào)整墊片厚度為0.12mm(實際使用兩片0.06mm墊片代替),安裝前后主軸頸的提升量為0.03mm,開機(jī)運行帶90%負(fù)荷時,溫度穩(wěn)定在76℃,情況正常。
運行24000h拆檢,實際磨損面積不足50%,與其它軸瓦相當(dāng),完全達(dá)到設(shè)計標(biāo)準(zhǔn),證實修復(fù)完全成功。
4 分析
壓鉛塊厚度測量法在實際檢修工作中用途甚廣,例如測量齒輪間隙等,但在本例中卻出現(xiàn)了較大的誤差,究其原因,主要由下述因素所造成。
由于存在徑向間隙,主軸頸在靜態(tài)時其頂部處于自由狀態(tài)。當(dāng)鉛塊受壓時,其對主軸頸有較大的反作用力,當(dāng)此作用力超過該段主軸自重時,會使主軸產(chǎn)生向上彎曲。雖然主軸直徑較大,具有較大的抗彎能力,但第三道至第五道主軸承之間的跨度近1000mm,加上4個長度400mm的曲臂,總長度超過2000mm,如此大的跨距造成主軸向上的彎曲變形量超過了預(yù)期的誤差,再加上主軸承座的向下彎曲變形,測量中出現(xiàn)0.02mm的誤差是可以理解的。
主軸提升量測量法使用了相似原理,以結(jié)構(gòu)和受力均極其相似的第六道主軸承作為比照對象,其精確度在不考慮表計誤差的情況下,完全取決于比照對象與待測對象的相似程度,從而避免了各種變形對測量結(jié)果的影響。在本例中其精確度達(dá)到了0.01mm以上,效果理想。
5 結(jié)論
在實際設(shè)備檢修工作中,受現(xiàn)場條件、檢測加工等條件的限制,常常出現(xiàn)常規(guī)檢測手段無法應(yīng)用的情況。而由于設(shè)備制造誤差、運行磨損量及受力變形等因素的不確定性,使得在研究設(shè)計中常用的一些計算方法同樣無法精確使用。
利用相似原理,通過對設(shè)備結(jié)構(gòu)、受力情況等因素的周密分析,找到可作為比照依據(jù)的參考點,間接測量確定所需的關(guān)鍵數(shù)據(jù),是一種經(jīng)濟(jì)便捷、行之有效的方法。
在選擇測量方法時,必須對待測對象進(jìn)行全面細(xì)致地分析,綜合考慮可能的影響因素,確定Z佳的直接或間接待測量,按照不同測量方法的特點,正確選擇和應(yīng)用測量方法。只有這樣,才能達(dá)到理想的效果。
來源:《柴油機(jī)》2006年第03期



