PC軋機支撐輥軸承異常損壞原因分析及對策
2012-09-29
摘 要:分析了唐鋼1700生產(chǎn)線四輥PC軋機支撐輥軸承燒毀原因。通過提高設(shè)備精度,降低軸向力,保證軸承使用壽命。對今后生產(chǎn)及其他工廠出現(xiàn)類似問題具有一定的借鑒意義。
關(guān)鍵詞:油膜軸承;軸向力;PC軋機
0 前言
河北鋼鐵集團唐鋼1700生產(chǎn)線投產(chǎn)于2006年初,自2010年10月份以來連續(xù)發(fā)生兩次支撐輥異常損壞,影響了正常的生產(chǎn)秩序,造成了巨大的經(jīng)濟損失。
1 設(shè)備工藝情況介紹
1700生產(chǎn)線是一條常規(guī)熱軋生產(chǎn)線(見圖1),共有七架精軋機,F(xiàn)1-F3采用了日本三菱的PC軋機,交叉頭位置分別在下輥的工作側(cè)和上輥的驅(qū)動側(cè)。發(fā)生問題的支撐輥分別在F2和F3機架上,而且均為上支撐輥驅(qū)動側(cè)。
觀察現(xiàn)場軋制狀態(tài),可以明顯發(fā)現(xiàn)在軋制過程中工作輥有軸向竄動,當帶鋼拋鋼瞬間工作輥及軸承座驅(qū)動側(cè)對牌坊有較大沖擊。
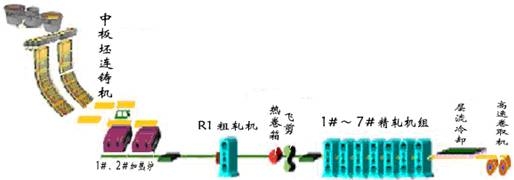
圖1 唐鋼1700生產(chǎn)流程及設(shè)備
2 軸承損壞原因分析
軋制過程中,作用在工作輥和支撐輥上的軸向力分別由工作輥軸承和支撐輥止推軸承承受,造成支撐輥軸承異常損壞的主要原因就是軸向力過大,引起軸向定位的鎖緊板損壞。
2.1 軸向力產(chǎn)生原因
普通四輥板帶軋機在理想狀態(tài)下,可以認為沒有軸向力的,PC軋機由于輥系交叉,在PC投入過程中本身就會產(chǎn)生一部分軸向力,所以在PC軋機支撐輥選擇上就考慮到了一部分軸向力,另外由于軋機制造和裝配誤差,原料有橫向厚度誤差,軋機使用過程中有關(guān)零部件的磨損和變形等一系列因素的作用,軋機必然會產(chǎn)生軸向力。
2.2 主要軸向力產(chǎn)生因素
由于軋輥輥系間的偏移距離產(chǎn)生的作用,在軋制過程中,支撐輥總是靠緊入口牌坊的一側(cè),工作輥靠緊出口牌坊的一側(cè)。分析現(xiàn)場情況,造成尋找造成支撐輥巨大軸向竄力的原因,發(fā)現(xiàn)PC交叉頭位置跑偏,造成工作輥軸線和支撐輥軸線不平行,兩輥軸線產(chǎn)生一定的夾角,如圖2所示。
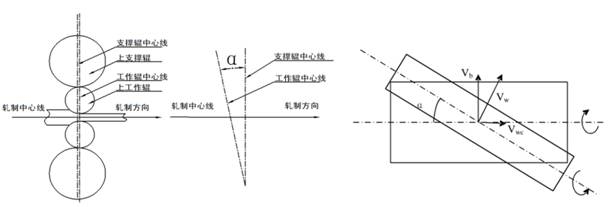
圖2
把工作輥的表面線速度沿支撐輥的軸線和軸線垂直方向分解,則所得的分量Vb等于支撐輥表面的線速度Vb,即Vb=Vwcosα=Vb1同時也得到了Vw沿支撐輥軸線的分量Vwc為Vwc=Vwsinα。軋制過程中,輥系受到軋制力P的作用,兩輥的接觸面是一條窄帶,在這條窄帶上,兩輥沿支撐輥的軸線有一個相對滑動速度Vwc,根據(jù)摩擦理論可知道:支撐輥必定要給工作輥一個與Vwc方向相反的滑動摩擦力的作用,而它本身同時受到了一個與Vwc方向相反的滑動摩擦力的作用,即交叉角產(chǎn)生的軸向力。
2.3 其它產(chǎn)生軸向力因素
除了由于軸線不平行引起的軸向力以外,以下因素也會產(chǎn)生軸向力:
A) 軋輥的錐形造成工作輥和支撐輥兩端角速度不同而使軸線交叉;
B) 牌坊與輥座的裝配;
C) 支撐輥油膜軸承摩擦系數(shù)加大或兩端油膜軸承潤滑條件不同;
D) 萬向軸傾角造成的工作輥軸頭所受水平分力
不過這些力與因輥系軸線交叉所產(chǎn)生的摩擦力相比起作用很小。
3 預防對策
通過分析支撐輥軸承的異常損壞,根據(jù)產(chǎn)生軸向力的原因,結(jié)合現(xiàn)場實際情況,以降低軸向力為目標。采取以下幾方面治理措施:一是保證PC位置正確,對軋制過程中異常變化及時發(fā)現(xiàn)并查找原因;二要加強對機架牌坊精度管理,提高牌坊間隙精度,減小襯板磨損造成軸向力;同時加強對軸承的檢查,對襯板磨損情況根據(jù)現(xiàn)場實際要定期測量,超出規(guī)定范圍及時處理,下線后對軸承進行定期探傷檢測。
4 結(jié)語
目前,關(guān)于軋制過程中軸向力有不同程度的研究,根據(jù)現(xiàn)場實際情況在生產(chǎn)過程中觀察設(shè)備工藝條件等因素的變化,及時分析,采取相應措施,完全可以預防和減少類似軋機軋輥異常損壞等事故發(fā)生。
參考文獻
[1] 方農(nóng)、曹根生,熱軋窄帶鋼四輥軋機工作輥軸向竄動的原因及解決辦法,安徽冶金科技學院學報,2004年10月第14卷第4期 P28。
[2] 王善田、葛 勇,四輥工作輥軸承異常損壞原因分析及對策,山東冶金,2005年2月第27卷第1期。
[3] 高永生,鄒家祥,四輥軋機輥系軸向力實驗,北京科技大學學報,1995年2月第17卷 第1期。
[4] 張超英,吳晚云,熱連軋機組工作輥軸承嚴重燒損的故障診斷研究,冶金設(shè)備,2001年6月第3期。



