某粉廠MDDK磨粉機軸承消耗過大的原因淺析
2011-01-27
作者:周蔚
(江蘇三零集團曲霞面粉廠)
(江蘇三零集團曲霞面粉廠)
MDDK磨粉機軸承是進口的雙列向心自動調心滾珠軸承。如裝配、保養不當,就會大大縮短其使用壽命,成為制粉廠物耗的一個大頭。某粉廠500t/d的制粉車間因裝配不當,又基本沒有保養,24臺MDDK磨粉機半年內耗掉96只軸承。如果每只軸承按1200元修,半年內,他們在磨粉機軸承這一項上就用掉11.52萬元!
軸承消耗過大的原因不外乎三點:
1)軸承質量
該廠所用軸承全部為SKF進口軸承,由布勒公司直接供貨,質量可以得到保證。也就是說軸承本身不存在質量問題。
2)工藝問題
該廠為先進的布勒工藝。流量平衡不存在因局部流量偏大而造成負荷過重的問題。
3)裝配保養
①軸承間隙
22315CKJ -SKF軸承的原始間隙為0.065-0.090mm,裝配時收緊到0.030-0.050mm,收緊極限5≮0.030mm,其測量都應在無油狀態。有磨輥自重時應在Z高處,無磨輥自重時應在Z底處。舊軸承間隙>0.090mm時可用于皮磨,但只收緊0.055mm,當間隙>0.120mm時就不可再使用。
該廠由于維護時間安排緊、任務重,在更換軸承時對其間隙從未測量,完全憑操作工的感覺,而大部分操作人員對其原始間隙,收緊程度,收緊極限都根本不知道。
②硬物侵入
如果軸承在裝配時內部有硬物(如鐵屑、砂子等)會使軸承的使用壽命大大縮短,嚴重時會造成軸承卡死,滾珠破裂而導致停機事故。
③端蓋安裝
因磨輥材質為鐵,熱脹冷縮系數大,所以磨輥兩頭分別為固定端和游離端,軸承座端蓋分厚薄,厚端蓋應安裝在左側(油箱方向)為固定端,薄端蓋安裝在右側(帶輪方向)為游離端。
該廠對端蓋的安裝是粗心大意。有時把一只磨輥兩頭都裝為固定端,使磨輥受熱膨脹時,軸承與軸承座無法游離,致使錐套與磨輥軸咬合,嚴重時在下一次更換磨輥時無法從磨輥上拆下軸承。有時把固定端裝反,致使磨輥受熱時向齒輪箱游離,使齒輪油滲入軸承內部,潤滑脂被稀釋而流出不但縮短了軸承的使用壽命,而且影響了車間衛生。
④毛氈
毛氈是防止物料(粉)竄人軸承內,使潤滑脂變性固化,因而失去潤滑作用。該廠大部分毛氈磨損嚴重,有的甚至沒有毛氈。
⑤三角帶張緊度
三角帶必須有合適的張緊度,過松會使三角帶與皮帶輪之間打滑,過緊會使軸承承受壓力過大,其測量方法如圖1。
軸承消耗過大的原因不外乎三點:
1)軸承質量
該廠所用軸承全部為SKF進口軸承,由布勒公司直接供貨,質量可以得到保證。也就是說軸承本身不存在質量問題。
2)工藝問題
該廠為先進的布勒工藝。流量平衡不存在因局部流量偏大而造成負荷過重的問題。
3)裝配保養
①軸承間隙
22315CKJ -SKF軸承的原始間隙為0.065-0.090mm,裝配時收緊到0.030-0.050mm,收緊極限5≮0.030mm,其測量都應在無油狀態。有磨輥自重時應在Z高處,無磨輥自重時應在Z底處。舊軸承間隙>0.090mm時可用于皮磨,但只收緊0.055mm,當間隙>0.120mm時就不可再使用。
該廠由于維護時間安排緊、任務重,在更換軸承時對其間隙從未測量,完全憑操作工的感覺,而大部分操作人員對其原始間隙,收緊程度,收緊極限都根本不知道。
②硬物侵入
如果軸承在裝配時內部有硬物(如鐵屑、砂子等)會使軸承的使用壽命大大縮短,嚴重時會造成軸承卡死,滾珠破裂而導致停機事故。
③端蓋安裝
因磨輥材質為鐵,熱脹冷縮系數大,所以磨輥兩頭分別為固定端和游離端,軸承座端蓋分厚薄,厚端蓋應安裝在左側(油箱方向)為固定端,薄端蓋安裝在右側(帶輪方向)為游離端。
該廠對端蓋的安裝是粗心大意。有時把一只磨輥兩頭都裝為固定端,使磨輥受熱膨脹時,軸承與軸承座無法游離,致使錐套與磨輥軸咬合,嚴重時在下一次更換磨輥時無法從磨輥上拆下軸承。有時把固定端裝反,致使磨輥受熱時向齒輪箱游離,使齒輪油滲入軸承內部,潤滑脂被稀釋而流出不但縮短了軸承的使用壽命,而且影響了車間衛生。
④毛氈
毛氈是防止物料(粉)竄人軸承內,使潤滑脂變性固化,因而失去潤滑作用。該廠大部分毛氈磨損嚴重,有的甚至沒有毛氈。
⑤三角帶張緊度
三角帶必須有合適的張緊度,過松會使三角帶與皮帶輪之間打滑,過緊會使軸承承受壓力過大,其測量方法如圖1。
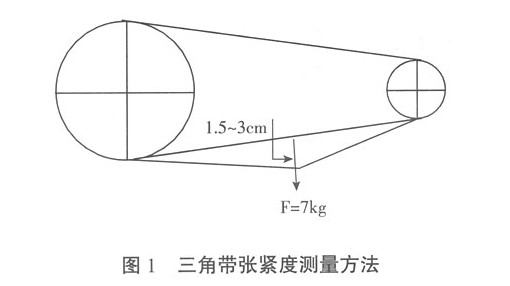
用7kg力拉三角帶中心使其中一根與其它幾根成等腰三角形,測得三角形的高為1.5-3cm即可。
⑥清理機構
MDDK磨粉機的清理機構有刮刀、磨刷,可防止物料纏輥而造成磨輥跳動,而磨輥跳動的沖擊力全部由軸承來承受,會使軸承疲勞過度而縮短使用壽命,這種情況大部分粉廠都不會發生。
⑦軋距
軋距關系著粉廠的各項經濟技術指標及質量,軋距過小時會使耗電能上升,麩皮過細,嚴重時會造成面粉“燒筋”而影響面粉的質量;也會使軸承負荷過大,而在較短時間內提前失效。
⑧清洗潤滑
新舊軸承在安裝前,都應用煤油清洗干凈后,分兩次向軸承兩側各加人125g潤滑脂,然后在軸承蓋內涂滿潤滑脂,以后每三個月再通過軸承蓋上的油嘴加注40g潤滑脂。該廠對新軸承從不清洗(新軸承出廠時都加了防銹油,裝配前也應清洗干凈);清洗舊軸承全用柴油,加潤滑脂時是加滿為止,這樣會使軸承散熱困難而導致升溫,使潤滑脂溶化流出;軸承使用過程中也從不加油
⑨“O”型圈
在油箱一側磨軸上各有一只“O”型橡膠圈,是防止齒輪油滲人軸承內,而該廠磨軸上的“O”型圈已基本丟失,由于齒軸油的滲人和升溫,加之不加油保養,使每次更換磨輥時發現大部分軸承處于失油狀態。
綜合以上幾點,不難看出該廠磨粉機軸承耗用量大的原因,這也是許多粉廠效益日漸降低,甚至虧本經營的部分原因。而重視降低消耗無疑能為企業贏得更大的生存發展空間。
⑥清理機構
MDDK磨粉機的清理機構有刮刀、磨刷,可防止物料纏輥而造成磨輥跳動,而磨輥跳動的沖擊力全部由軸承來承受,會使軸承疲勞過度而縮短使用壽命,這種情況大部分粉廠都不會發生。
⑦軋距
軋距關系著粉廠的各項經濟技術指標及質量,軋距過小時會使耗電能上升,麩皮過細,嚴重時會造成面粉“燒筋”而影響面粉的質量;也會使軸承負荷過大,而在較短時間內提前失效。
⑧清洗潤滑
新舊軸承在安裝前,都應用煤油清洗干凈后,分兩次向軸承兩側各加人125g潤滑脂,然后在軸承蓋內涂滿潤滑脂,以后每三個月再通過軸承蓋上的油嘴加注40g潤滑脂。該廠對新軸承從不清洗(新軸承出廠時都加了防銹油,裝配前也應清洗干凈);清洗舊軸承全用柴油,加潤滑脂時是加滿為止,這樣會使軸承散熱困難而導致升溫,使潤滑脂溶化流出;軸承使用過程中也從不加油
⑨“O”型圈
在油箱一側磨軸上各有一只“O”型橡膠圈,是防止齒輪油滲人軸承內,而該廠磨軸上的“O”型圈已基本丟失,由于齒軸油的滲人和升溫,加之不加油保養,使每次更換磨輥時發現大部分軸承處于失油狀態。
綜合以上幾點,不難看出該廠磨粉機軸承耗用量大的原因,這也是許多粉廠效益日漸降低,甚至虧本經營的部分原因。而重視降低消耗無疑能為企業贏得更大的生存發展空間。



