降低CBM2160A曲軸軸承蓋擰緊螺栓滑牙率
2013-04-26
李明 范瑋鶴 龍海清
(上汽通用五菱汽車股份有限公司)
一、成果簡介(上汽通用五菱汽車股份有限公司)
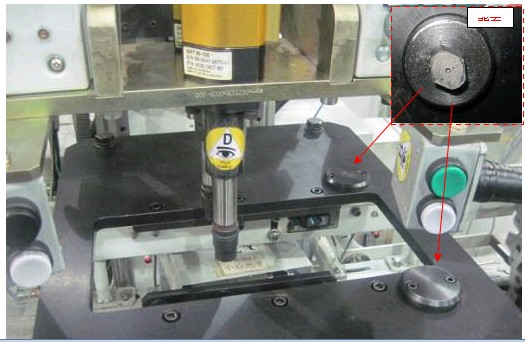
CBM2160A主軸承蓋裝配設備,缸體工件在擰緊區域夾緊工件只靠上固定底板下活動板夾緊,擰緊軸承蓋螺栓過程中工件易晃動,導致螺栓滑牙,同時造成需人員進行返修處理等問題。對此在固定底板上加兩個定位銷固定工件的#499面,防止在擰螺栓時晃動造成擰滑牙的故障,滑牙的工件造成報廢處理。
項目時間:2011年04月—2011年05月
項目目的:改善CBM2160A擰緊區域工件夾緊的定位方式,降低曲軸軸承蓋擰緊螺栓滑牙率,避免報廢件;
實施過程:
確定定位銷位置,確定工件定位孔。
在頂板進行加裝2個定位銷。能夠有效限制工件晃動。
創新點:
1、低成本——在工件#399面的定位板上增加兩個定位銷,銷的成本很低。
2、穩定性好——定位板上增加兩個定位銷,當銷插進工件能夠保證工件不晃動,而定位銷也不易磨損。
3、創造效益大——增加了夾緊工件的定位銷,減少CBM2160A曲軸軸承蓋擰緊螺栓滑牙率。根據成本計算可節省金額約156000元/年。
二、技術要點、難點
1、確定工件定位孔,以選著定位銷進行安裝與配合檢驗。
2、可靠性固定要求:工件夾緊定位后,保證擰緊軸承蓋時不晃動,完全定位,同時避免出現定位不好導致壓傷。
三、經濟效益
降低工件報廢率:
每月平均報廢臺數10臺,單臺成品工件價格400元,
節約金額=10臺×400元×12個月 =48000元
成本計算總可節省金額約156000元/年
四、推廣價值
該夾具可以推廣到其它模塊同設備上工件夾緊定位工藝中去。
(柳州中小企業網)



