降低高線粗中軋機(jī)軋輥軸承消耗的措施
2012-09-29
作者:王凱 彭光輝 李士永
(唐山鋼鐵股份有限公司)
摘 要:分析了高速線材生產(chǎn)線上粗中軋機(jī)軋輥軸承損壞的原因,并針對軋輥軸承的組裝、清洗、檢查、使用和維護(hù)等方面提出了相應(yīng)的改進(jìn)措施。實踐表明,改進(jìn)后該軸承的平均使用壽命由原產(chǎn)鋼12萬t提高到20萬t。(唐山鋼鐵股份有限公司)
1 前言
唐山鋼鐵股份有限公司第2條國產(chǎn)高速線材生產(chǎn)線于2000年6月投產(chǎn)。因發(fā)展需要于2003年3月對該生產(chǎn)線進(jìn)行了技術(shù)改造。現(xiàn)粗中軋機(jī)共13架,其中粗軋9架、中軋4架,全部水平布置。軋機(jī)采用高強(qiáng)度牌坊式機(jī)架。該生產(chǎn)線原設(shè)計年生產(chǎn)能力為45萬t,通過強(qiáng)化設(shè)備管理、不斷完善軋制工藝,并進(jìn)行品種開發(fā),截止2005年,其年產(chǎn)量已達(dá)到60萬t。
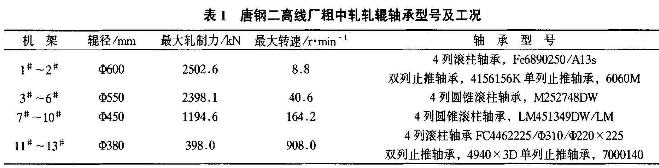
但生產(chǎn)中粗中軋部分軋輥軸承(軸承型號和實際工況見表1)工作環(huán)境惡劣:溫度高、沖擊頻繁、負(fù)荷高、污染嚴(yán)重,因而時常發(fā)生燒軸承事故,導(dǎo)致被迫停機(jī),甚至軋輥報廢,不僅影響了軋機(jī)作業(yè)率,還大大增加了企業(yè)制造成本。為減少軋輥軸承事故性損壞,降低噸鋼軸承消耗,在軋輥軸承的裝配、使用、維護(hù)等方面進(jìn)行了不斷探索,取得了良好效果。
2.1原因分析
軋輥軸承運轉(zhuǎn)伴有多種摩擦,其內(nèi)摩擦Z嚴(yán)重的部位是外圈滾道負(fù)荷區(qū),軸承存在徑向游隙,滾子只在負(fù)荷區(qū)滾動,非負(fù)荷區(qū)的滾子處于半滾半滑狀態(tài)[1]。當(dāng)滾子一旦進(jìn)入負(fù)荷區(qū)后自轉(zhuǎn)突然加速,在增速的過程中滾子與軌道的摩擦較強(qiáng)烈,同時在這一區(qū)域承受著軋鋼的沖擊負(fù)荷。滾子與滑道接觸變形引起的滑動摩擦是軸承零件損壞的關(guān)鍵因素。在潤滑不良的情況下,零件的表面粗糙度逐漸加大,磨損更加嚴(yán)重,Z終導(dǎo)致軸承損壞;軋輥軸承運轉(zhuǎn)過程中,軸承內(nèi)圈與軋輥軸之間、軸承外圈與軸承座內(nèi)孔之間相對“爬行”,輥頸表面與軸承端面的惡性摩擦發(fā)熱,都會造成軸承燒毀事故;密封不良也是造成軸承過早損壞的一個主要原因。如果外界污物侵入軸承座,Z先污染的是靠近外側(cè)的潤滑脂,進(jìn)而是軸承零件表面出現(xiàn)磨損,隨污物的增加,磨損不斷擴(kuò)大,Z終導(dǎo)致套圈開裂、軸承損壞。這些事故嚴(yán)重時還會報廢軋輥、軸承座等零件。
2.2改進(jìn)措施
2.2.1組裝
經(jīng)不斷摸索,確立了軋輥軸承組裝標(biāo)準(zhǔn):
(1)第1次使用的軸承,組裝完畢后,要整體測量軸向游隙,并將其控制在0.45~0.70mm之間,并要求鎖母和軸承壓蓋將內(nèi)外套壓緊,防止“爬行”。
(2)再次使用的軸承,由于磨損等原因,軸承精度下降,但組裝后仍應(yīng)將軸向游隙控制在0.45~0.70mm之間,特殊情況下可放大至0.45~0.80mm,可通過增減軸承外套壓蓋墊片實現(xiàn)游隙的調(diào)整。
2.2.2清洗與檢查
(1)每次組裝前,要將軸承、軸承座清洗干凈并疏通油路,用高壓風(fēng)將油路內(nèi)積油吹掃干凈,保持油路暢通。檢查軸承內(nèi)外套、滾動體及保持架等部件,如發(fā)現(xiàn)異常,應(yīng)及時更換。根據(jù)外圈負(fù)荷區(qū)的磨損情況旋轉(zhuǎn)角度,一般每次旋轉(zhuǎn)約90°檢查。型圈、唇型密封等部位,要確保其無破損且彈性正常。檢查軸承壓蓋與唇型密封接觸部位表面光潔度及磨損情況,要求表面光滑無缺陷,磨損程度小于1.2mm,保證唇型密封正常工作且壓下量正常(30%~40%)[2]。
(2)組裝前檢查軸承座內(nèi)孔磨損情況,包括尺寸和圓柱度。如Φ600mm內(nèi)孔直徑超過標(biāo)準(zhǔn)0.35mm,Φ560mm、Φ450mm內(nèi)孔直徑超過標(biāo)準(zhǔn)0.30mm,Φ380mm內(nèi)孔直徑超過標(biāo)準(zhǔn)0.20mm,則不得投入使用,待修復(fù)到標(biāo)準(zhǔn)尺寸后方可再次使用。4種軸承座內(nèi)孔Z大直徑與Z小直徑超過0.20~0.30mm,不得投入使用,待修復(fù)到標(biāo)準(zhǔn)尺寸后方可使用。
(3)組裝前,檢查大輥輥頸軸承部位磨損情況,Φ560mrn軋輥尺寸小于標(biāo)準(zhǔn)0.50mm,Φ450mm軋輥尺寸小于標(biāo)準(zhǔn)0.40mm,Φ380mm軋輥尺寸小于標(biāo)準(zhǔn)0.30mm,不得投入使用,必須修復(fù)到標(biāo)準(zhǔn)尺寸后方可使用(中380mm軋輥可采用加密封固持膠的方法補(bǔ)救)。
(4)所有軸承壓蓋安裝時,當(dāng)墊片調(diào)整完畢,必須用密封膠密封,防止軸承進(jìn)水。
(5)無論用何種方法加熱軸承,加熱溫度不得超過120℃。
(6)檢查彈性膠體是否失效,確保其正常。
2.3 使用與維護(hù)
軸承的正確使用與維護(hù)是降低軋輥軸承消耗的必要條件,在此方面要注意2點:
(1)軸承座應(yīng)具有調(diào)心性,以避免軋輥撓曲變形而使軸承受到偏載。經(jīng)常檢查并調(diào)整牌坊窗口襯板基面,保持軸承座內(nèi)孔軸線與之平行,還要經(jīng)常檢查軸承座內(nèi)孔圓柱度,保證軸承處于較好的受力狀態(tài)。若窗口基面襯板調(diào)整不當(dāng),則會使兩軋輥軸線不平行,軸線夾角越大,軋鋼時產(chǎn)生的軸向力越大。軸向沖擊力不但會損壞定位軸承,有時還會使軸承座壓蓋變形,甚至頂斷緊固螺栓。為減少軸向沖擊力,要經(jīng)常檢查軸承座是否壓緊,尤其是操作側(cè)軸承座與牌坊間要實現(xiàn)軸向無間隙固定。同時要盡量減少傳動側(cè)軸承座與牌坊窗口的間隙,以減緩傳動軸跳動對軸承產(chǎn)生的沖擊。為減少軸向沖擊,對軋輥軸向固定裝置進(jìn)行了改進(jìn),由原來的開門式改為螺栓緊固的壓板式。不僅簡便了操作,還確保了軋輥軸承的軸向壓緊。
(2)潤滑不良是軸承過早損壞的另一重要原因,在軸承裝配后已根據(jù)要求加入了潤滑脂。由于換輥周期大于潤滑脂的更換周期,因此在生產(chǎn)期間應(yīng)定期向軸承補(bǔ)充新潤滑脂。其目的,一是保障軸承的良好潤滑;二是將被污染的潤滑脂擠出軸承座,清潔軸承;三是舊脂排出時可帶走密封處的污物,由新脂潤滑密封件,保證密封效果。經(jīng)摸索后確定的補(bǔ)脂周期為:1#~6#機(jī)架為4天1個周期,7#~10#機(jī)架為3天1個周期,11#~13#機(jī)架為2天1個周期。每月消耗脂60桶(每桶25k),夏季略多些。另外,還要根據(jù)實際運行情況,如擠出廢油脂污染程度,軸承運轉(zhuǎn)的聲音、測量溫度等進(jìn)行調(diào)整。潤滑脂采用1#極壓鋰基脂,其特點是耐高負(fù)荷、耐高溫、機(jī)械安定性好、抗水性好、使用溫度在﹣20~120℃[3]。實踐證明,小劑量的連續(xù)補(bǔ)脂是線材粗中軋機(jī)軋輥軸承Z理想的脂潤滑方式,可有效地提高軸承的使用壽命,降低軋輥軸承的消耗。
3 結(jié)語
通過不斷地摸索,改進(jìn)了軋輥軸承的裝配、使用、維護(hù)等工作。該生產(chǎn)線粗中軋機(jī)軋輥軸承的平均使用壽命已由原來12萬t鋼提高到20萬t。大大降低了軸承的噸鋼消耗,軋機(jī)軸承的無憂運轉(zhuǎn)不僅保證了生產(chǎn)的順利運行,還帶來了明顯的經(jīng)濟(jì)效益。
參考文獻(xiàn):
[1]房世興.高速線材軋機(jī)裝備技術(shù)[M].北京:冶金工業(yè)出版社,1997.
[2]周建男.軋鋼機(jī)械滾動軸承[M].北京:冶金工業(yè)出版社,2001.
[3]蘇玉達(dá).軋輥軸承的脂潤滑[J].軋鋼,1998,15(1):42-44.
來源:《軋鋼》 2006年 第4期



