20CrMnTi鋼翼型軸承座磨削裂紋的金相分析
2012-06-19
作者:吳成偉
(萬向錢潮股份有限公司)
(萬向錢潮股份有限公司)
翼型軸承座是汽車上的重要零件,如圖1所示。其材料為20CrMnTi鋼,工藝流程為:機加工—滲碳緩冷—重新加熱淬火—回火—磨削。熱處理技術要求為:磨加工后有效硬化層深0.80~1.20mm,表面硬度58~64HRC,心部硬度25~45HRC,表面殘留奧氏體量不超過35%。
圖1 翼型軸承座
1 硬度、金相分析及化學成分分析
翼型軸承座磨削后用磁力探傷檢查出裂紋,裂紋方向與磨削方向垂直,裂紋極細,每個磨削平面多達3條裂紋。沿裂紋及磨削面垂直的方向用線切割機切樣,并與未磨削加工面切樣對比分析。制樣發現,裂紋深0.4mm,裂紋穿晶開裂,裂紋起始端有撕裂現象,寬度5μm左右,長0.2mm,裂紋擴展部分極細,沿晶界擴展,長度0.2mm,對試樣的磨削面和未磨削面表面洛氏硬度和顯微硬度、心部硬度、有效硬化層、金相組織、化學成分進行了檢測,結果如表1。由表1可見,化學成分及熱處理各項指標均符合技術要求。磨削表面硬度為60.5~61.5HRC,比未磨削面的硬度63.5HRC低2~3HRC,磨削表面顯微硬度Z低降低至569HV,而未磨削表面Z低為797HV。把裂紋試樣用4%硝酸酒精侵蝕后在顯微鏡下觀察,試樣表面有一層極薄的白亮層(約2μm),試樣表面用1.96N(0.2kgf)載荷檢測的顯微硬度比用9.8N(1kgf)載荷檢測的顯微硬度要高60HV。磨削試樣侵蝕后顏色較深,有明顯的磨削回火現象,金相組織為碳化物、回火馬氏體和殘留奧氏體,如圖2b;而未磨削部位試樣經腐蝕后顏色較淺,金相組織為彌散分布的球狀碳化物和回火馬氏體,殘留奧氏體量少于18%,如圖2c。
翼型軸承座磨削后用磁力探傷檢查出裂紋,裂紋方向與磨削方向垂直,裂紋極細,每個磨削平面多達3條裂紋。沿裂紋及磨削面垂直的方向用線切割機切樣,并與未磨削加工面切樣對比分析。制樣發現,裂紋深0.4mm,裂紋穿晶開裂,裂紋起始端有撕裂現象,寬度5μm左右,長0.2mm,裂紋擴展部分極細,沿晶界擴展,長度0.2mm,對試樣的磨削面和未磨削面表面洛氏硬度和顯微硬度、心部硬度、有效硬化層、金相組織、化學成分進行了檢測,結果如表1。由表1可見,化學成分及熱處理各項指標均符合技術要求。磨削表面硬度為60.5~61.5HRC,比未磨削面的硬度63.5HRC低2~3HRC,磨削表面顯微硬度Z低降低至569HV,而未磨削表面Z低為797HV。把裂紋試樣用4%硝酸酒精侵蝕后在顯微鏡下觀察,試樣表面有一層極薄的白亮層(約2μm),試樣表面用1.96N(0.2kgf)載荷檢測的顯微硬度比用9.8N(1kgf)載荷檢測的顯微硬度要高60HV。磨削試樣侵蝕后顏色較深,有明顯的磨削回火現象,金相組織為碳化物、回火馬氏體和殘留奧氏體,如圖2b;而未磨削部位試樣經腐蝕后顏色較淺,金相組織為彌散分布的球狀碳化物和回火馬氏體,殘留奧氏體量少于18%,如圖2c。
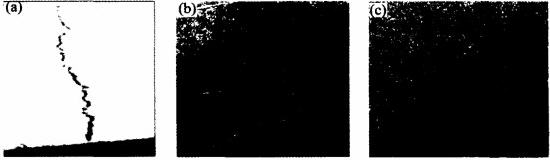
圖2 軸承座顯微裂紋形貌及組織 ×400
(a)磨削裂紋(未腐蝕);(b)磨削裂紋處金相組織;(c)未磨削處金相組織
表1 試樣分析結果
2 滲碳層硬度梯度
對磨削部位和未磨削部位的滲碳淬火硬化層硬度梯度進行了測量,結果見圖3所示。從磨削部位的硬度梯度曲線看,硬度梯度曲線有明顯的低頭現象,Z高硬度出現在250μm處的次表層,表層50μm處的硬度為610HV,比次表層250μm處的硬度745HV低135HV,比未磨削部位表層硬度822HV低212HV(約9HRC)。磨削部位表面硬度用9.8N(1kgf)載荷檢測為569~586HV(相當于54HRC),比未磨削處表層硬度822HV低236~253HV。未磨削表面的硬度梯度曲線沒有低頭現象,Z高硬度在表層,說明磨加工時產生大量的熱,影響磨加工面深約0.3mm。
對磨削部位和未磨削部位的滲碳淬火硬化層硬度梯度進行了測量,結果見圖3所示。從磨削部位的硬度梯度曲線看,硬度梯度曲線有明顯的低頭現象,Z高硬度出現在250μm處的次表層,表層50μm處的硬度為610HV,比次表層250μm處的硬度745HV低135HV,比未磨削部位表層硬度822HV低212HV(約9HRC)。磨削部位表面硬度用9.8N(1kgf)載荷檢測為569~586HV(相當于54HRC),比未磨削處表層硬度822HV低236~253HV。未磨削表面的硬度梯度曲線沒有低頭現象,Z高硬度在表層,說明磨加工時產生大量的熱,影響磨加工面深約0.3mm。
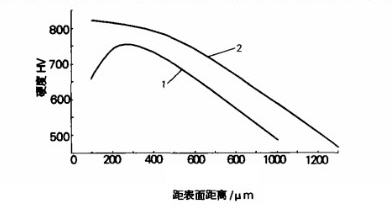
圖3 滲碳層的硬度分布
1.磨削表面;2.未磨削表面
3 原因分析
(1)裂紋產生的主要原因是磨加工時磨削過烈(即磨削進給量大,砂輪自銳性差,冷卻不足等),產生大量的熱,使磨削面產生回火,嚴重時發生組織轉變形成二次淬火馬氏體,使工件在滲碳淬火時形成的表面壓應力變為拉應力,從而產生磨削裂紋。
(2)軸承座表面硬度過高也是產生磨削裂紋的原因之一,未磨削表面的硬度高達6315HRC,顯微硬度高達822HV,雖在公差范圍內,但已接近公差上限,Z好將表面硬度回火控制在60HRC左右。
(3)控制工件表層的碳化物形態和數量,塊狀碳化物和網狀碳化物容易引起磨削裂紋。
4 改進措施
改進磨削工藝,減少磨削余量;改進磨削方法,減少進給量,增加進給次數,定時修整砂輪,調整磨加工砂輪轉速和往復運動速度;在確保表面硬度符合技術要求的前提下,適當提高熱處理回火溫度,控制表面碳化物。
(1)裂紋產生的主要原因是磨加工時磨削過烈(即磨削進給量大,砂輪自銳性差,冷卻不足等),產生大量的熱,使磨削面產生回火,嚴重時發生組織轉變形成二次淬火馬氏體,使工件在滲碳淬火時形成的表面壓應力變為拉應力,從而產生磨削裂紋。
(2)軸承座表面硬度過高也是產生磨削裂紋的原因之一,未磨削表面的硬度高達6315HRC,顯微硬度高達822HV,雖在公差范圍內,但已接近公差上限,Z好將表面硬度回火控制在60HRC左右。
(3)控制工件表層的碳化物形態和數量,塊狀碳化物和網狀碳化物容易引起磨削裂紋。
4 改進措施
改進磨削工藝,減少磨削余量;改進磨削方法,減少進給量,增加進給次數,定時修整砂輪,調整磨加工砂輪轉速和往復運動速度;在確保表面硬度符合技術要求的前提下,適當提高熱處理回火溫度,控制表面碳化物。
來源:《金屬熱處理》



